Nonyl Phenol Ethoxylates (NPE): The Industrial Surfactant Behind Heavy-Duty Formulation
What is NPE and Why Does It Matter?
While newer, bio-based surfactants often capture industry headlines, Nonyl Phenol Ethoxylates (NPE) remain the undisputed workhorse of global industrial manufacturing. The reason is pure chemical economics: NPE delivers unmatched performance stability in extreme pH environments, high electrolyte concentrations, and hard water conditions where other standard surfactants completely fail.
From stabilizing complex acrylic polymerizations to ensuring agrochemical concentrates disperse flawlessly in the field, NPEs provide the essential bridge between oil and water. However, successfully formulating with NPE requires a precise understanding of Hydrophilic-Lipophilic Balance (HLB) and cloud point dynamics. Selecting the wrong mole count—for example, specifying NP-4 when a system requires NP-9—will instantly result in phase separation or emulsion failure.
At Rishit Polysurf LLP, we manufacture the complete spectrum of NPE grades from NP-4 to NP-40, serving formulators in emulsion polymerisation, textile processing, leather, agrochemicals, and industrial cleaning.
Chemistry & Synthesis: How NPE is Made
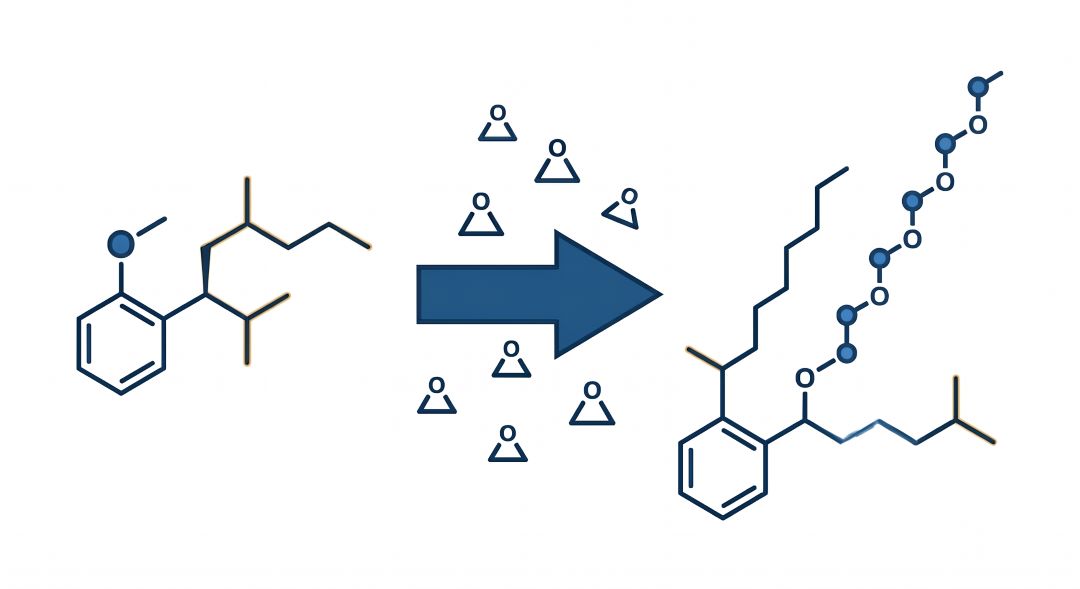
Nonyl Phenol Ethoxylate is produced in a precise, two-stage process. First, nonyl phenol (synthesized by alkylating phenol with nonene over an acid catalyst) is charged into a high-pressure reactor.
Ethylene oxide (EO) is then added mole-by-mole under alkali catalysis. This builds the polyoxyethylene chain, converting the oil-soluble phenol into a highly tunable, water-compatible surfactant:
C9H19-C6H4-OH + n(C2H4O) → C9H19-C6H4-O-(C2H4O)n-H(CAS: 9016-45-9 | Nonyl Phenol reacting with n moles Ethylene Oxide)
The branched C9 nonyl group provides exceptional oil solubility and detergency. The EO chain length (n) is then strictly controlled to achieve the target HLB, cloud point, and water solubility for each commercial grade.
Technical Grade Specifications
Swipe left or scroll to view full parameters.
| Grade | EO Moles | HLB | Appearance (25 °C) | Moisture (%) | pH (1% aq.) | Hydroxyl Value (mg KOH/g) | Cloud Point (°C) | Surface Tension (mN/m) | Pour Point (°C) |
|---|---|---|---|---|---|---|---|---|---|
| NP-2 PLXOL NP 200 | 2 | 5.6 | Clear Liquid | 0.5 | 6.0–7.5 | 173–193 | 85–91 | 50 max | <0 |
| NP-4.5 PLXOL NP 450 | 4.5 | 9.8 | Clear Liquid | 0.5 | 6.0–7.5 | 123–133 | 58–63 | 50 max | <0 |
| NP-6 PLXOL NP 600 | 6 | 10.9 | Clear Liquid | 0.5 | 6.0–7.5 | 112–120 | 65–70 | 50 max | <0 |
| NP-8.8 PLXOL NP 880 | 8.8 | 12.7 | Clear Liquid | 0.5 | 6.0–7.5 | 90–96 | 44–49 | 50 max | 0 |
| NP-9 PLXOL NP 900 | 9 | 12.8 | Clear Liquid | 0.5 | 6.0–7.5 | 90–95 | 52–56 | 50 max | 0 |
| NP-9.5 PLXOL NP 950 | 9.5 | 13.1 | Clear Liquid | 0.5 | 6.0–7.5 | 85–91 | 57–60 | 50 max | 4 |
| NP-9.8 PLXOL NP 980 | 9.8 | 13.3 | Clear Liquid | 0.5 | 6.0–7.5 | 81–95 | 60–65 | 50 max | 5 |
| NP-10 PLXOL NP 1000 | 10 | 13.3 | Clear Liquid | 0.5 | 6.0–7.5 | 82–88 | 65–68 | 50 max | 5 |
| NP-12 PLXOL NP 1200 | 12 | 14.1 | Pasty Liquid | 0.5 | 6.0–7.5 | 72–82 | 76–80 | 50 max | 12 |
| NP-13 PLXOL NP 1300 | 13 | 14.4 | Pasty Liquid | 0.5 | 6.0–7.5 | 69–73 | 57–63 | 50 max | 15 |
| NP-15 PLXOL NP 1500 | 15 | 15.0 | Waxy solid to paste | 0.5 | 6.0–7.5 | 64–69 | 64–69 | 100 max | 25 |
| NP-20 PLXOL NP 2000 | 20 | 16.0 | Waxy solid | 0.5 | 6.0–7.5 | 49–53 | 73–76 | 100 max | 30 |
| NP-26 PLXOL NP 2600 | 26 | 16.8 | Solid | 0.5 | 6.0–7.5 | 38–43 | 72–76 | 100 max | 38 |
| NP-30 PLXOL NP 3000 | 30 | 17.1 | Waxy solid | 0.5 | 6.0–7.5 | 34.5–38.5 | 76–80 | 100 max | 40 |
| NP-40 PLXOL NP 4000 | 40 | 17.8 | Waxy solid | 0.5 | 6.0–7.5 | 23–33 | 76–81 | 100 max | 40 |
Formulation Spotlight: Heavy-Duty Alkaline Metal Degreaser
To understand how NPE functions in a real-world system, consider the formulation of an alkaline metal cleaner—a standard requirement in automotive and machining industries.
These systems rely on high concentrations of caustic soda (NaOH) and sodium metasilicate to saponify greases. A standard fatty alcohol ethoxylate will often salt-out or degrade in this extreme alkaline environment.
Baseline Starting Formulation:
- Water: 80%
- Sodium Hydroxide (50%): 5%
- Sodium Metasilicate: 5%
- Rishit Polysurf NP-9: 5%
- Hydrotrope (e.g., Sodium Xylene Sulfonate): 5%
Why NP-9? With an HLB of ~12.9, NP-9 provides the perfect balance of aqueous solubility and oil-cutting power. It acts as the primary detergency engine, lifting petroleum-based machining oils off the metal substrate and preventing redeposition, all while remaining completely stable against aggressive caustic builders.
Core Industrial Applications
- Emulsion Polymerisation: NP-4, NP-6, and NP-9 are the industry standards for SBR rubber, acrylic latex, and vinyl acetate production, offering outstanding emulsion stability and electrolyte tolerance.
- Agrochemicals (EC/SC): NP-4 blended with higher HLB ethoxylates creates highly stable pesticide emulsions, functioning as critical spreader-stickers and penetration enhancers.
- Textile Wet Processing: NP-9 and NP-10 act as robust scouring agents to remove oils, waxes, and sizing from grey fabric. Their specific cloud point properties enable high-temperature dyeing applications.
The Formulator’s Choice: If your final product or treated substrate is destined for the EU, NPE poses a severe compliance risk. In these scenarios, formulators must transition to REACH-compliant alternatives such as our bio-sourced Card Phenol Ethoxylates (CPE) or our Lauryl Alcohol Ethoxylates (LAE), which offer comparable wetting without the regulatory restrictions.
Request TDS, MSDS, Samples or Bulk Pricing
Rishit Polysurf LLP manufactures Nonyl Phenol Ethoxylates from its facility in GIDC Dholka, Gujarat. Contact our technical sales team for grade selection, TDS, MSDS, sample availability and bulk pricing.Need help selecting the right NPE grade for your formulation?
Related Products

Lauryl Alcohol Ethoxylates
Rishit Polysurf manufactures Lauryl Alcohol Ethoxylates in India, including LA-1 to LA-30 grades for detergents, SLES, textile, agrochemical and industrial cleaning formulations. Request TDS, MSDS, samples and bulk pricing.

Nonyl Phenol Ethoxylates
Rishit Polysurf manufactures Nonyl Phenol Ethoxylates in India, including NP-4 to NP-40 grades for detergents, textiles, agrochemicals, cleaning and industrial formulations. Request TDS, MSDS, samples and bulk pricing.

Card Phenol Ethoxylates
Card Phenol Ethoxylate / Cardanol Ethoxylate manufacturer in India. Rishit Polysurf supplies CP series grades for agrochemical, textile, cleaning and industrial formulations. Request TDS, MSDS, samples and bulk pricing.
Frequently Asked Questions
You have likely exceeded the surfactant's cloud point. NP-9 clouds and begins to phase-separate between 54–58°C. If your process runs hotter, you must either shift to a higher mole grade (like NP-12, cloud point ~72°C) or use a hydrotrope to artificially raise the cloud point.
Yes. Because HLB is an additive property, blending a highly lipophilic grade (NP-4, HLB 8.9) with a hydrophilic grade (NP-10, HLB 13.2) is a standard practice to dial in the exact emulsification parameters required for complex agrochemical EC formulations.